
Products display
如果您对我们服务或产品感兴趣,可以直接联系我们,期待与您的合作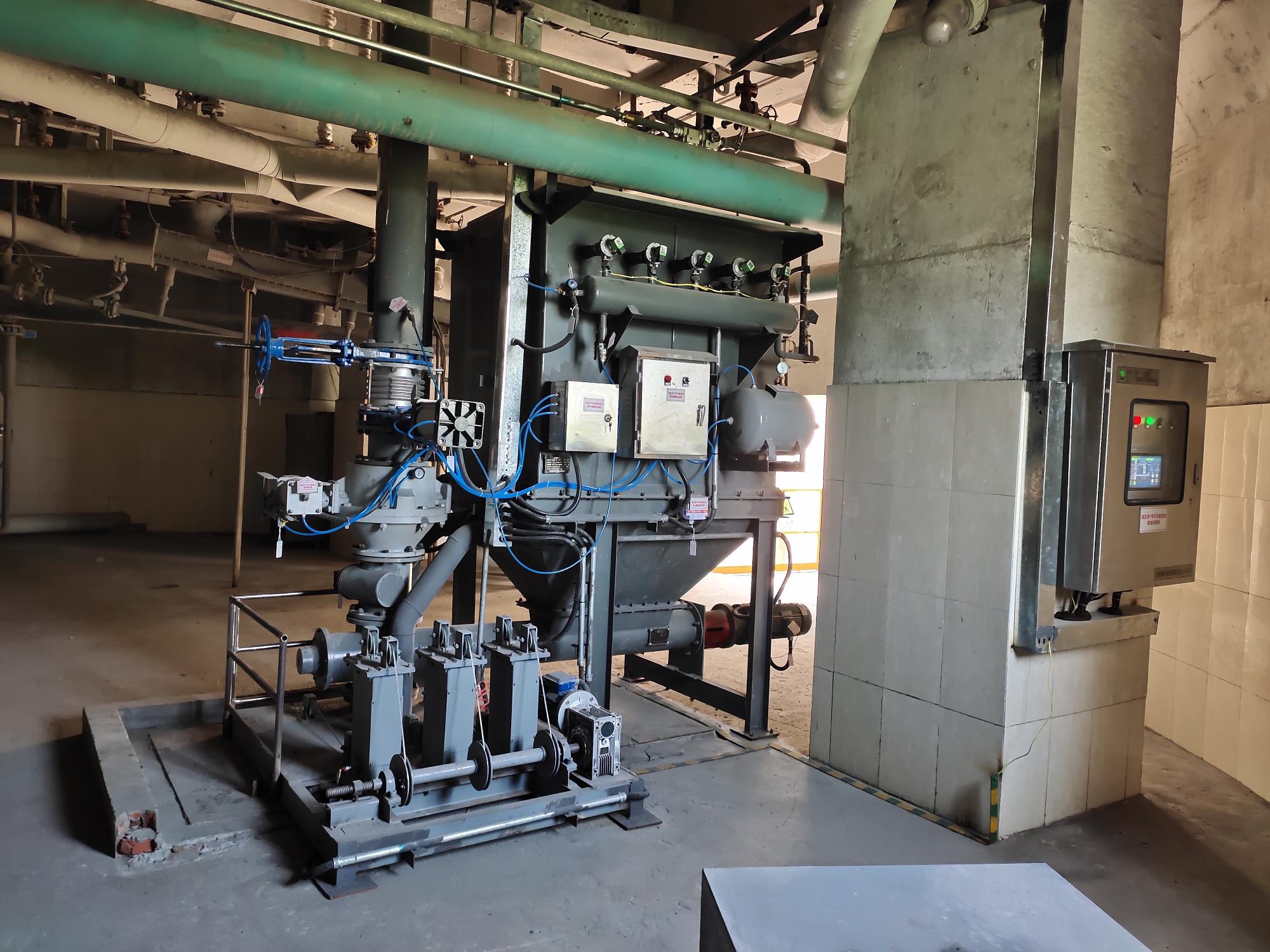
散装除尘器系统组成:1、弹性锥型散装头 2、钢丝绳张紧器 3、钢制耐磨套筒式伸缩节 4、高强度聚氨酯碳纤维带骨架外层风筒布袋 5、料满控制器 6、高压高效除尘器系统 7、螺旋排灰输送机 8、气动应急关断阀 9、手动调节阀 10、放灰圆顶阀 11、带信号输出的下料指示器 12、PLC控制柜 13、 控制室远程操作台 15、气源压力突发低值时自动报警 16、散装机下料口监控系统 17、失电失气自动关断装置
全国咨询热线
13519111820干灰-散装收尘系统
1、改造范围和目标
改造范围:从灰库二层下灰管道第一道手动检修阀门起,直到散装头出料口之间的所有管道、阀门、散装系统设备、仪器仪表、控制等。
改造目标:一键式操作解决放灰装车的扬尘、漏灰、绞绳(钢绳独立张紧器)、料满报警准确性、失电失气时自动关闭应急关断阀门(保护)、气源低压自动报警(保护)、下料指示器(统计)、自动排灰、装车慢等问题。智能化仅操作“上、下、放”三个按键就可完成一次放灰装车单元,操作方式:触摸屏操作、线控手柄操作、遥控操作、远程操作及监控。
散装机系统性能出力:200-350T/。装车全过程不冒灰、不漏灰、无扬尘、操作简单几乎可不维护。

2、三代技术散装机系统各部件的功能
散装机系统主要部件包含:(1)弹性散装头 (2)钢丝绳张紧器 (3)内直钢套筒伸缩节 (4)高强带骨架防变形外层风筒 (5)料满控制器系统 (6)下料指示器 (7)失电失气自保装置 (8)气源低压自动报警自保装置 (9)双路陶瓷吸尘管 (10)无泄漏免维护螺旋输送机 (11)高效滤袋式除尘器 (12)阀门系统(应急气动关断阀门、手动/气动调节阀门、放灰气动圆顶阀、管道补偿器等) (13)PLC自动控制柜系统
2.1弹性散装头+料位探头自洁

2.2钢丝绳张紧器
独立钢丝绳张紧器应在产品设计中运用防钢丝绳拧绞装置,让钢丝绳在散装头升降过程中始终保持 绷紧状态,不会产生松驰现象,解决钢丝绳拧绞打结问题。实物图

2.3直钢套筒式伸缩节
能使灰粉流与排气气流尽可能地分开构成密封双通道,让灰粉流在装车头下料管道内更流畅,增加灰粉流进入罐车的速度,节约装载时间。内直钢套筒结构更加增大设备耐磨性。
可伸缩直钢套筒节,如下图所示:
|
|
2.4高强带骨架防变形外层风筒
外层风筒采用高强聚酯布,防变形骨架,耐用可靠。保证排气畅通,确保罐车内负压度,在保证装车快速的同时确保不跑灰,无扬尘。
制作外伸缩布袋方式:要求伸缩布袋上每2个相邻涨圈之间的垂直间距必须≤10cm,见图1。当外伸缩布袋折叠后2个相邻涨圈之间的布袋向内褶皱时,不能阻挡住与内直钢套筒外壁之间形成的环形负压吸尘通道的横截面,从而降低负压吸尘的通过量。

由图1可见,涨圈间距大的吸尘气流02明显比涨圈间距小的吸尘气流01更加顺畅。

2.5料满控制器系统
散装机的料位系统装置,主要部件由进口料位模块及附属部件构成,并配置自洁吹扫装置增强料位报警的准确性。主要部件安装在散装机平台上,探头部分固定在散装头内部。料满报警准确率可达100%。
2.6下料指示器
装车过程中由于系统无扬尘,全部密封,看不到工作情况,运行中需要有下料指示器机构,在PLC控制系统的屏显上分配有下料模拟量模块,辅助工人放灰监测下料状态和统计管理。
2.7无泄漏免维护螺旋输送机
螺旋输送机密封采用自润滑陶瓷机械密封,保证不漏灰,确保轴承安全可靠。
免维护周期为:螺旋卸料机本体4年保证无泄漏、不漏灰,电机和减速机1年。螺旋卸料机采用自润滑陶瓷机械密封,保证无泄漏、不漏灰。
2.8失电失气装置
该装置起到对散装系统设备和灰库卸灰生产工艺上的自我保护作用。
当工艺上突发故障:失电、失气,或同时失电失气时,该装置自动关闭下灰管道上的应急气动关断阀门,以保护灰库系统工艺的安全,即不会因阀门关不上造成工艺卸灰的恶略故障。
2.9气源压力低值自动报警装置
该装置起到对散装系统设备的自我保护作用。
该装置功能两个:在线监测气包的外接的气源压力,当外界奇缘突发低值时段时,自动关闭除尘器抽尘风机,待气源恢复压力后,风机自动启动并入控制系统中;在线监测脉冲电磁阀有无漏气现象。均是为了避免了因气源压力突发低值时段时,电磁阀脉冲振打不彻底造成除尘器内部逐渐 “糊袋”故障,起到不糊散装除尘器安全运行的作用。
2.10双路陶瓷吸尘管
散装除尘器配置2路陶瓷吸尘管以增大吸尘效力和增加耐磨性,配合螺旋卸料机进行自动排灰,始终使散装除尘器内部处于通畅的吸尘状态。
2.11无泄漏免维护螺旋输送机
螺旋输送机密封采用自润滑陶瓷机械密封,保证不漏灰,确保轴承安全可靠。
免维护周期为:螺旋卸料机本体4年保证无泄漏、不漏灰,电机和减速机1年。螺旋卸料机采用自润滑陶瓷机械密封,保证无泄漏、不漏灰。
2.12高效滤袋式除尘器的技术要求
灰库二层里卸灰管道与散装机平台连通后,平台下方内伸缩通道为散装时的卸料通道,干灰散装机性能出力一般按内部卸料管通道最小管径截面(DN150、DN200、DN300)来定义为:150T/h、200T/h、300T/h。其卸料散装时的扬尘量需要综合多方面的因素有:在卸灰管横截面内的落灰流量;粉煤灰的堆积密度;粉煤灰里含有流化风量的气化密度;灰库仓内的正压系数;灰柱高度落差的落灰势能膨胀系数;等等。
根据和西安热工院相关人员根据理论和实践经验,以干灰散装机常规的性能出力200T/h为例,干灰散装时的灰柱下落产生扬尘量的理论计算公式:
Q=200×1000 /ρq×α (m3/h )
式中:Q-----处理风量,m3/h;
ρq-----粉煤灰气化密度取值 ρq=0.5~0.75ρd;
ρd-----粉煤灰堆积密度取值550~800 kg/m3;
α-----落灰势能膨胀系数取值(3~3.5)
计算公式取值:200×1000 /0.5/550×3.5 = 3000m3/h。故,满足干灰散装机性能出力200T/h时, 设计的散装除尘器技术参数是:处理风量3500m3/h、过滤面积45m2、过滤风速1.0m/min。 我公司干灰散装除尘器系统设备的实物,如下所示:
|
|
2.12管道阀门布置
在下灰管道上第一道手动检修阀门下方,依次布置:应急气动关断阀门、手动/气动调节阀门、管道补偿器(便于检修)、放灰气动圆顶阀、下料指示器。
2.13远程控制系统
就地PLC控制柜上配备必要的声光报警,以显示和检测设备的运行和故障。
每套散装收尘设备配置独立的就地控制PLC 柜1面配置,工人放灰室配置1面操作台式的操作触摸屏。2个操作屏:就地检修用操作触摸屏和工人远程操作触摸屏。
就地控制PLC 柜1面。配置就地和远方放灰室的操作触摸屏各1面,实物如下
手动操作-屏显(检修用) | 自动操作-屏显 |
|
|
干灰散装机系统与控制柜配套使用,能采用"自动"和"手动"两种控制方式。干灰散装机升降、装车过程中,能合理控制除尘系统,自动调节系统工作,保证全过程不跑灰,不冒灰,无扬尘。当料位到达设定料位时,能根据料满控制器指令自动停止装车;当系统堵塞时能自动启动疏通系统,避免系统堵塞。装车完成后自动对系统进行清理吹扫等待下次装车。PLC 主机西门子,元器件采用施耐德。
PLC控制箱内装有接触器等控制设备明细
控制柜防腐级别:WF1;
控制柜配备不锈钢格兰头;
CPU 模块:西门子;
扩展模块:西门子;
小空开:施耐德;
中间继电器:施耐德;
交流接触器:施耐德;
热继电器:施耐德
3、设备性能保证
(三代技术)干灰散收尘系统的技术参数
序号 | 项目 | 单位 | 数据 | 备注 |
1 | 系统出力 | T/h | 200-350 | |
2 | 平均罐装时间 | 分钟 | ≤12分钟 | 60t罐车 |
3 | 运行过程密封性 | 密封率 | 100% | |
4 | 设备泄漏点 | 点 | 0 | |
5 | 除尘效果 | % | 99.99 | |
6 | 阀门自动调节 | 准确、灵敏 | ||
7 | 料满控制性 | 准确、灵敏 | ||
8 | 自动控制程度 | 一键启动,自动停 | ||
9 | 设备维护方便性 | 预留检修空间;简便维护 | ||
10 | 设备使用寿命 | ≥10年 |
4、设备配置及服务
供货清单及服务表(常规型)
序号 | 品名 | 规格型号 | 单位 | 数量 | 备注 |
一 | 散装机系统 | ||||
1 | 气动圆顶阀(放料阀) | DN200气动圆顶阀; | 台 | 1 | |
2 | 气动应急关断阀 | DN200应急气动关断阀 | 台 | 1 | |
3 | 失电失气自动关断装置 | 失电失气时自动关闭应急关断阀门 | 套 | 1 | 系统保护 |
4 | 手动/气动调节阀 | DN200。调试后标注开度! | 台 | 1 | |
5 | 高效除尘器 | 过滤面积:≥45m2;风量: 3500m3/h | 套 | 1 | 布袋/滤筒 |
6 | 料满控制装置 | 进口料位模块装置;自洁装置 | 套 | 1 | |
7 | 下料计量装置 | 模拟量计算 | 套 | 1 | 智能化 |
8 | 散装头限位装置 | 可靠性稳定! | 套 | 1 | 系统安全 |
9 | 螺旋卸料机 | 出力:5T/h ,输送管径DN200 | 套 | 1 | |
10 | 钢绳张紧装置 | 防止钢绳绞拧;三绳独立,使用寿命:>30000小时。必须配置! | 套 | 1 | |
11 | 散装机平台总成 | 系统出力 Q=200~300吨/小时,散装头升降可调行程: 0~2.5M;电磁抱闸电机,铝合金外壳减速机。 | 套 | 1 | |
12 | 伸缩式直钢套筒节 | 最小通径DN200,伸缩行程0-2.5m,可拆卸检修。必须配置! | 套 | 1 | |
13 | 高强带骨架风筒 | φ600、行程2300mm ,芳纶复合聚酯浸胶布;耐温135℃ | 件 | 1 | |
14 | 弹性包围散装头 | 进口降冰片烯复合氟橡胶 | 件 | 1 | |
15 | 卸料管辅材装辅材 | 补偿器、吸尘管路、法兰、管材等 | 批 | 1 | |
二 | 控制系统 | ||||
1 | PLC控制系统 | 进口PLC、进口元件;自动和手动控制;触摸操作屏2面(就地检修、远程控制);三按键控制“上、下、放”,必须配置! | 套 | 1 | 智能化 |
2 | 气源压力低值时自动报警 | 外引气源突发断气;电磁阀漏气自动检测。必须配置! | 套 | 1 | 系统保护 |
3 | 动力电缆 | 批 | 1 | ||
4 | 控制电缆 | 批 | 1 | ||
5 | 电气安装辅助材料 | 管材管件、穿线管、气源管等 | 套 | 1 | |
三 | 安装调试工作 | ||||
1 | 现场施工 | 散装设备的设计、运输、拆旧安新等安 | 项 | 1 | |
2 | 技术调试培训等 | 项 | 1 |
7、干灰散装系统设备在现场布置示意图(常规型)

西安绿都环保科技有限公司
全国服务热线:029-85506821
联系人:李亚军
手机:13519111820
邮箱:412838198@qq.com
地址:陕西省西安市曲江新区曲江路618号汉华城商业街T5公寓27层2703室





